")
")
")
- ╚½ć°(gu©«)Įy(t©»ng)ę╗õN(xi©Īo)╩█¤ßŠĆŻ║
- ▒▒Š®┐é▓┐Ż║
- 010-64437473
- ╔Ž║ŻŻ║
- 021-62113795
- ╔Ņ█┌Ż║
- 0755-86241216

Ą┬Ė▀ØŹĖ▀ē║╦«╔õ┴„õō╣▄│²„[ŽĄĮy(t©»ng)ćŖūņ▓╝ų├ĮķĮB
Ģr(sh©¬)ķgŻ║2014-03-12 üĒ(l©ói)į┤Ż║ ▒▒Š®Ą┬Ė▀ØŹŪÕØŹįO(sh©©)éõėąŽ▐╣½╦Š
õō╣▄╣▄Č╦╝ė║±╣ż╦ć┴„│╠ųąŻ¼ė╔ė┌į┌ńģÕæŪ░įO(sh©©)ėŗ(j©¼)┴╦ųąŅl╝ė¤ßĀt║═╠ņ╚╗ÜŌ╣▄Č╦Š∙¤ßĀtŻ¼Įø(j©®ng)▀^(gu©░)ųąŅl╝ė¤ß║═Š∙¤ßĀtŠ∙¤ß║¾Ż¼╣▄Č╦╩▄¤ß▒Ē├µĢ■(hu©¼)«a(ch©Żn)╔·Š▀ėąę╗Č©║±Č╚Ą─č§╗»īėĶFŲżŻ¼ė╔ė┌č§╗»ĶFŲżĄ─┤µį┌Ż¼ńģÕæĢr(sh©¬)č§╗»Ųż▒╗═¼Ģr(sh©¬)ē║╚ļ╣▄ūė▒Ē├µŻ¼▓óī”(du©¼)─ŻŠ▀▒Ē├µ«a(ch©Żn)╔·ų▄Ų┌ąįĄ──”▓┴ø_ō¶Ż¼╩╣─ŻŠ▀▒Ē├µ─źōp╝ėųžŻ¼įņ│╔─ŻŠ▀─źōp┐ņĪóē█├³│╔▒Č┐sČ╠ĪŻ×ķ┴╦ĮŌøQńģÕæ╔·«a(ch©Żn)Ą─īŹ(sh©¬)ļHå¢(w©©n)Ņ}Ż¼╠ßĖ▀«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ż¼čėķL(zh©Żng)─ŻŠ▀ē█├³Ż¼ĮĄĄ═╔·«a(ch©Żn)│╔▒ŠŻ¼▒▒Š®Ą┬Ė▀ØŹŪÕØŹįO(sh©©)éõėąŽ▐╣½╦Šķ_(k©Īi)░l(f©Ī)┴╦Ė▀ē║╦«╔õ┴„õō╣▄╣▄Č╦│²„[ŽĄĮy(t©»ng)ĪŻęįŽ┬ų„ę¬ĮķĮBĄ┬Ė▀ØŹĖ▀ē║╦«╔õ┴„õō╣▄│²„[ŽĄĮy(t©»ng)ćŖūņ▓╝ų├ŪķørĪŻ
╣▄Č╦│²„[ŲõīŹ(sh©¬)╩Ūäāļx║═ŪÕ│²č§╗»ĶFŲżā╔éĆ(g©©)▀^(gu©░)│╠ĪŻ▒ŻūCõō╣▄▒Ē├µč§╗»ĶFŲż▒╗═Ļ╚½äāļxĄ─╗∙▒ŠŚl╝■×ķŻ║
1Īóå╬éĆ(g©©)ćŖūņćŖ╔õį┌õō╣▄▒Ē├µ╔ŽĄ─│²„[╦«Ą─öÓ├µĖ▓╔wķL(zh©Żng)Č╚┤¾ė┌Ą╚ė┌ćŖūņķgŠÓŻ╗
2ĪóĖ▀ē║╦«ī”(du©¼)č§╗»ĶFŲżĄ─ū„ė├┴”F┤¾ė┌č§╗»ĶFŲż┼cõō┼„Ą─š│ĖĮ┴”fĪŻī”(du©¼)ė┌╣▄▓─│²„[Ż¼×ķ▒ŻūCŽĄĮy(t©»ng)Š▀ėąūŅ┤¾┤“ō¶┴”Ż¼▓ó▒M┴┐£p╔┘ćŖūņöĄ(sh©┤)┴┐Ż¼ćŖūņćŖ╔õĮŪα╚Ī30°Ż╗×ķ╩╣õō╣▄▒Ē├µ╦∙╩▄┤╣ų▒┤“ō¶┴”║═╦«ŲĮ?j©®ng)_╦ó┴”▀_(d©ó)ĄĮūŅ╝čŲź┼õŻ¼ćŖūņ╚ļ╔õĮŪβ╚Ī×ķ10°Ż╗═¼Ģr(sh©¬)ćŖūņŽÓī”(du©¼)ćŖ╦«╣▄▌SŠĆŲ½▐D(zhu©Żn)ĮŪγįĮąĪŻ¼Ė▀ē║╦«ī”(du©¼)õō┼„Ą─Ė▓╔wą¦╣¹ę▓įĮ║├Ż¼Ą½γ╠½ąĪŻ¼ŽÓÓÅćŖūņĄ─Ė▀ē║╦«┴„ęū░l(f©Ī)╔·Ė╔╔µŻ¼ė░Ēæ│²„[ą¦╣¹ĪŻ
┐╝æ]ĄĮ╣▄Č╦│²„[×ķ═∙Å═(f©┤)▀\(y©┤n)äė(d©░ng)Ż¼▓óŪęį┌ĘĄ╗žĄ─▀^(gu©░)│╠ųąę¬│²„[Ż¼ę“┤╦ćŖūņ╚ļ╔õĮŪβ┼c╣▄Č╦▌SŠĆĘĮŽ“│╔ę╗Č©ĮŪČ╚ĪŻ
╔Žę╗Ų¬Ż║Ė▀ē║╦«╔õ┴„╩»ė═õō╣▄│²„[ŽĄĮy(t©»ng)│²„[Ģr(sh©¬)ķgįO(sh©©)ėŗ(j©¼)
Ž┬ę╗Ų¬Ż║Ė▀ē║╦«╔õ┴„╚źęń┴ŽÖC(j©®)PLCūįäė(d©░ng)╗»┐žųŲŽĄĮy(t©»ng)▄øė▓╝■įO(sh©©)ėŗ(j©¼)ĮķĮB
- ś╦(bi©Īo)║ׯ║
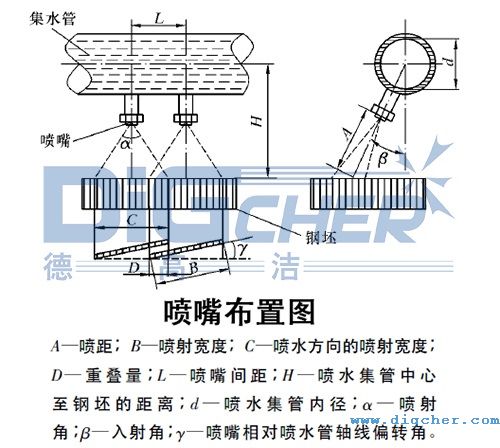
- ćŖūņ▓╝ų├
- Ė▀ē║╦«╔õ┴„õō╣▄│²„[ŽĄĮy(t©»ng)